


联系我们

聊城开发区洪祥铸造加工厂
手机:13061508319
邮箱:996994159@qq.com
地址:山东省聊城市李海务蔡庄
- 制造工艺
-
炉排厂家为您讲解金属铸造的设计制造
发布时间:2014-11-16 14:09 来源:炉排厂家炉排厂家在前面的章节中,我们用金属铸造讨论制造零件的基本方面。 我们所覆盖的创建模式,以及在模具和浇注系统的安装。 还讨论了金属铸造操作本身,包括熔融材料的铸造部件的制造过程中浇注到模具中,在模具的不同部分的元件和功能,并且存在的问题和可能的缺陷的雇用期间遇到的金属铸件的制造工艺。 在本节中,我们将研究好的模具和浇注系统设计的具体细节,以生产高品质的金属铸件,并尽量减少在铸造过程中可能发生的缺陷。 本节炉排厂家将是有用的人设计一个系统来制造金属铸件的一部分,或帮助的故障排除指南,对现有系统的改进。
浇注系统和模具设计:
炉排铸造厂当选择通过浇铸,必须考虑材料的性能和可能存在的缺陷,该制造过程中产生的制造的一部分。 主要的方法来控制金属铸造缺陷,就是通过良好的模具设计考虑在创作铸造的模具浇注系统。 关键是要设计一个系统,以促进定向固化 。 定向凝固,铸造制造,意味着该材料将最远离熔融金属的供应固化在我们规划的方式,通常是尽可能均匀的区域固化,然后再迈向梯板。 铸件的凝固必须使得从未有任何固体区域,将切断液体材料到未固化的区域创建隔离区导致在铸件的材料内的空穴的流动,如在讨论的金属铸造操作部和显示图14 。
重要的是要建立一个有效的生产制造过程。 浇注系统的设计是在控制熔融金属的速度和湍流被倒,液态金属通过浇注系统在金属铸造中的流动,温度梯度是至关重要的。 因此,一个好的浇注系统将创建定向凝固整个铸造中,由于熔融材料和温度梯度的流动将确定如何在金属铸件凝固。
当设计一个模具,金属铸造或试图修复或改进后的和现有的设计,你可能要考虑以下几个方面。
确保你有足够的材料:
这似乎很明显,但在零部件的制造许多不完整的铸件已经材料不足的结果。 请确保您计算您铸造的所有区域的成交量,占收缩。
考虑过热:
增加过热 ,(金属之间的温度差在浇注和凝固),如前面提到的可以提高材料的流动性为铸件,它可以协助其流入模中。 这会导致折衷的制造工艺。 增加过热具有与其相关联的问题,例如增加了气体的孔隙率,增加的氧化物的形成,并且模具的渗透。
绝缘立管:
由于立管是用于铸造熔融材料的储存器,它应该是最后固化。 绝缘顶端如前面提到的,在示出图13中 ,将大大减少从铸造的金属液之间的陡峭的温度梯度,在提升管的冷却,并在室温空气中。
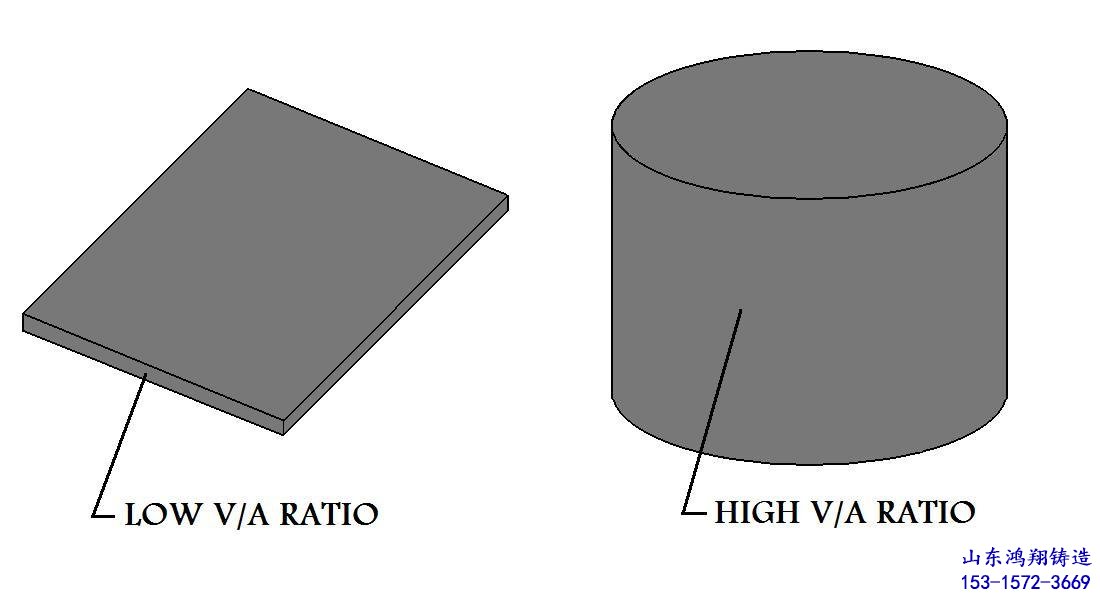
考虑V / A比率:
炉排铸造厂在铸件制造,V / A比值代表体积表面积或数学(体积/表面积)。 当铸件凝固开始,首先形成的铸造和模壁之间的表面上的薄皮固体金属制成。 作为凝固继续此皮肤的厚度增加朝向液体的质量中心。 在低体积的铸造部分与表面面积将凝固速度比具有较高的体积部分与表面面积。 当通过的第V / A比金属铸造考虑制造一个部分是在避免铸件过早凝固及职位空缺的形成至关重要。
图:15
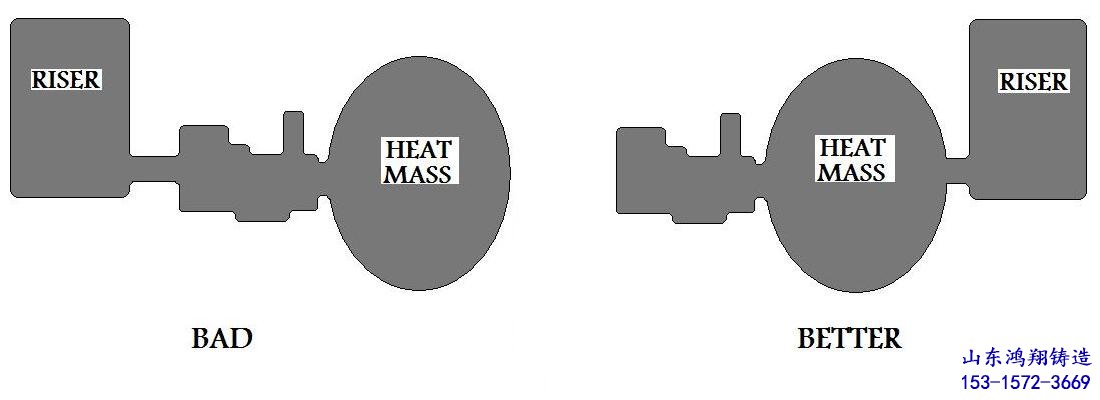
热火群众:
避免大量的热量群众遥远的地方来提升卡。 相反,定位具有低V / A比的铸件的部分更远离所述立管将保证铸件光滑凝固。
图:16
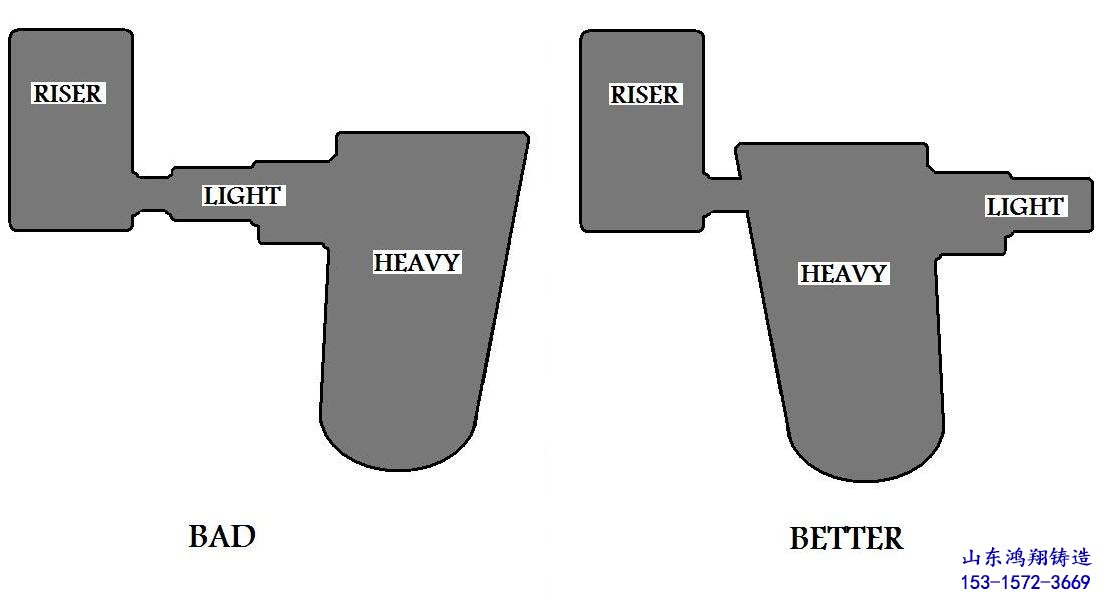
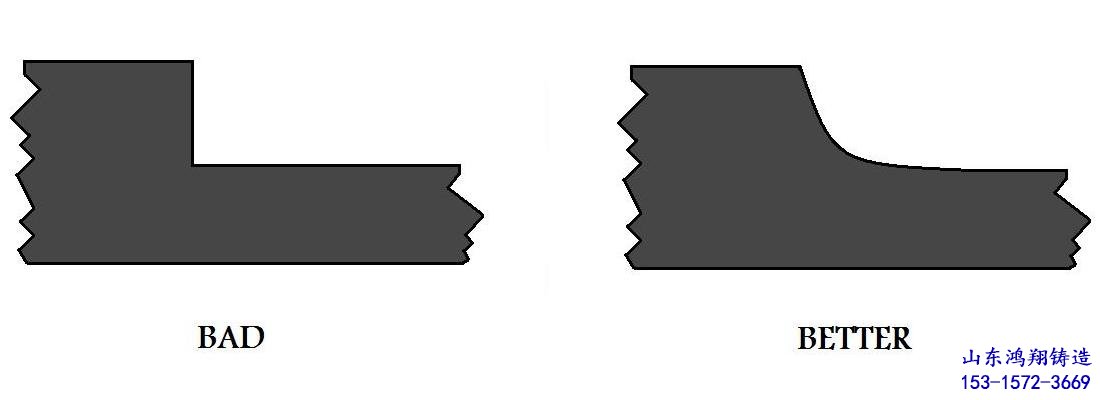
铸件的部分:
材料的流动是在制造过程中很重要。 不要通过一个打火机1养活一个沉重的部分。
图:17
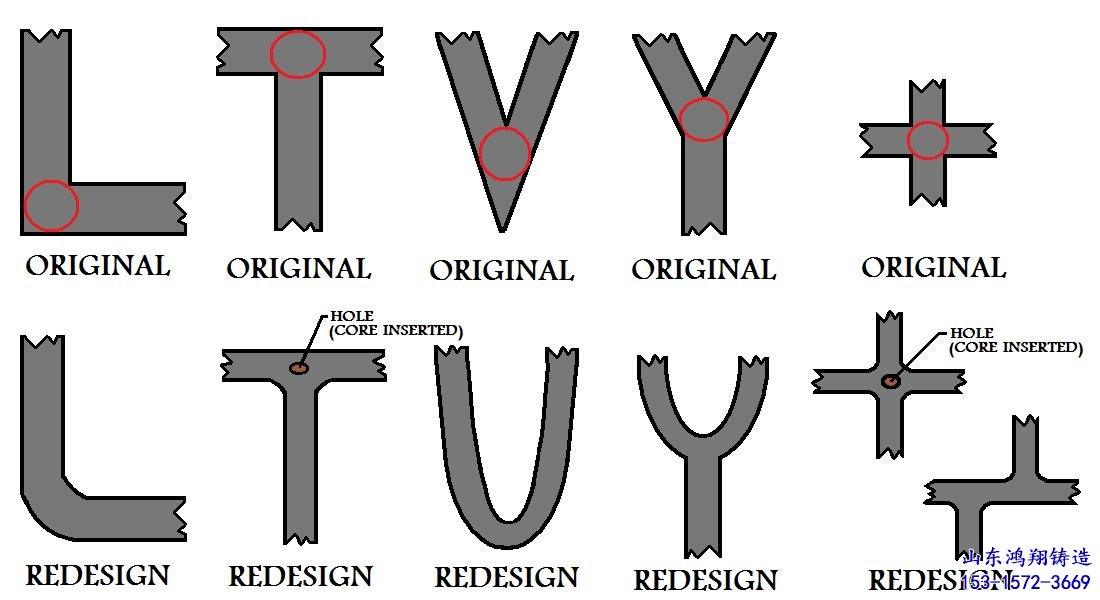
小心考虑为L,T,V,Y和+路口:
由于这些部分的几何形状的性质,很可能它们将包含一个区域,其中金属铸件的凝固比交界的其余部分慢。 这些热点红色圆圈在图18它们被定位成使得它们周围的材料,这将首先经历凝固,将切断从熔融金属的流动的热点。 铸造材料的流动,必须制造这种联结时仔细考虑。 如果在金属铸件的设计有一定的灵活性,这是可能的,你可能要考虑重新设计的交界处。 一些可能的设计选择方案示于图18中,这些应减少的热点的形成的可能性。
图:18
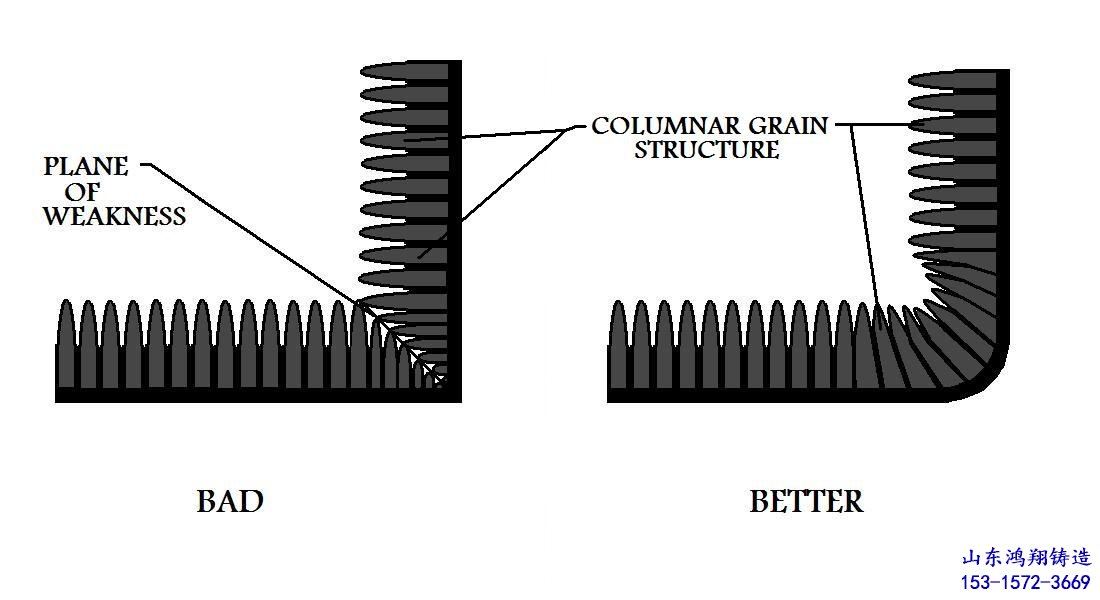
防止弱点的飞机:
当金属铸件凝固,柱状晶粒结构倾向于发展,在材料中,指向中心。 由于这种性质,尖角在铸件可能发展软弱的平面。 通过舍入的尖角边缘的这可被防止。
图:19
减少湍流:
当制造金属铸件,湍流总是在我们的熔融金属的流动的一个因素。 湍流,如前面在浇注部分覆盖,是不好的,因为它可以在铸造材料并引起霉菌侵蚀阱气体。 尽管在制造过程中并不完全预防的,湍流可通过一个门控系统,以促进金属液的多个层流的设计而减小。 尖角和在金属铸造中的段的突然变化可以是湍流的首要原因。 他们的影响可以通过半径的就业得到缓解。
图:20
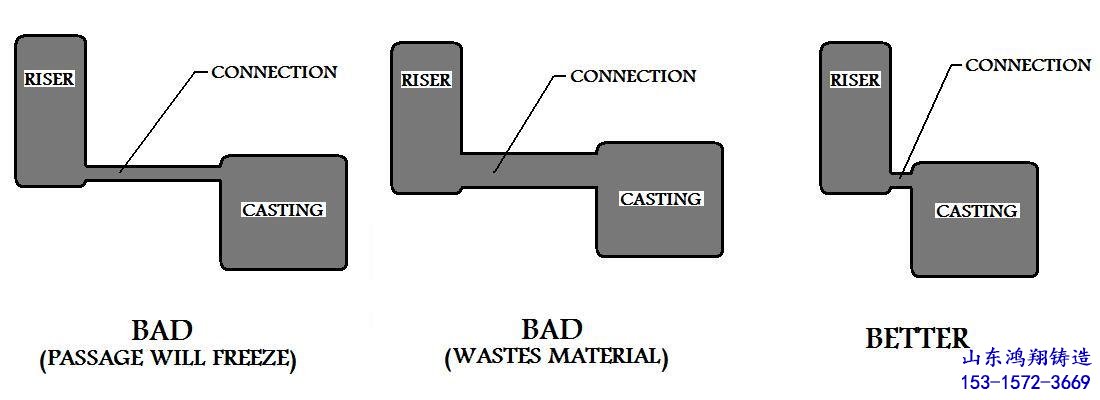
冒口和铸件之间的连接必须保持打开状态:
立管设计是金属铸造生产非常重要。 如果通道中的立管连接到金属铸件的铸造之前固化,熔融金属到铸造的流动将被阻止,提升板将停止服务的功能。 如果连接具有较大的横截面面积会减小其时间冻结。 良好的生产设计,然而,决定了我们这个横截面最小化,尽可能降低在铸造过程中的材料浪费。 通过使通道短,我们可以保持在它的液体状态下的金属长,因为它会接收来自所述立管和所述铸造更多的热传递。
图:21
锥形向下浇口:
流的考虑,为金属铸件制造,只要熔融金属进入模具开始。 液态金属从通过向下浇道浇注槽的铸造行进,(参见图6中的金属铸造基础部分)。 随着它向下,将拾取的速度,并因此将有一种倾向,从模具的壁分离。 向下浇道必须是锥形的,以使流体流动的连续性被保持。 记住流体力学方程, 连续性1 V 1 = 2 V 2。
其中V是液体的速度,A是它正在行驶通过的横截面面积。 如果你正在铸造的爱好和/或只是不能进行这些测量,只记得那将是更好的选择不同于制作2小,只要你的浇筑速度不会太慢的一面。 换句话说逐渐多了几分,只是调整浇注铸件的让你保持液态金属的流动相一致。
浇口设计:
内浇道是制造,涉及到金属的通过铸造的系统流设计的另一个方面。 内浇道,( 图6 )基本上是其中铸造材料进入实际模腔。 这是一个至关重要的因素,而金属铸造模具设计中的所有其他因素都依赖于它。 在旁边的浇道基位置的内浇道的横截面面积减小(扼流区)。 的横截面缩必须小心计算。 铸造材料进入模具的流速可以以这种方式精确地控制。 铸造金属的流速必须足够高,以避免任何过早凝固。 然而,要肯定,熔融材料流入模具不递送的速率超过流到浇注槽,从而确保了铸造的浇注系统在整个制造过程中保持充分的金属。
其它流量的考虑:
在制造设计阶段,计划在金属铸造过程中时,在模具内流动的液态金属的路径的分析,必须仔细计算。 在铸造腔的填充无点应该两个单独的液体金属流相遇。 其结果可能是不完整的融合铸造材料(冷隔)的,作为覆盖在缺陷下的不连续部分。
使用畏寒:
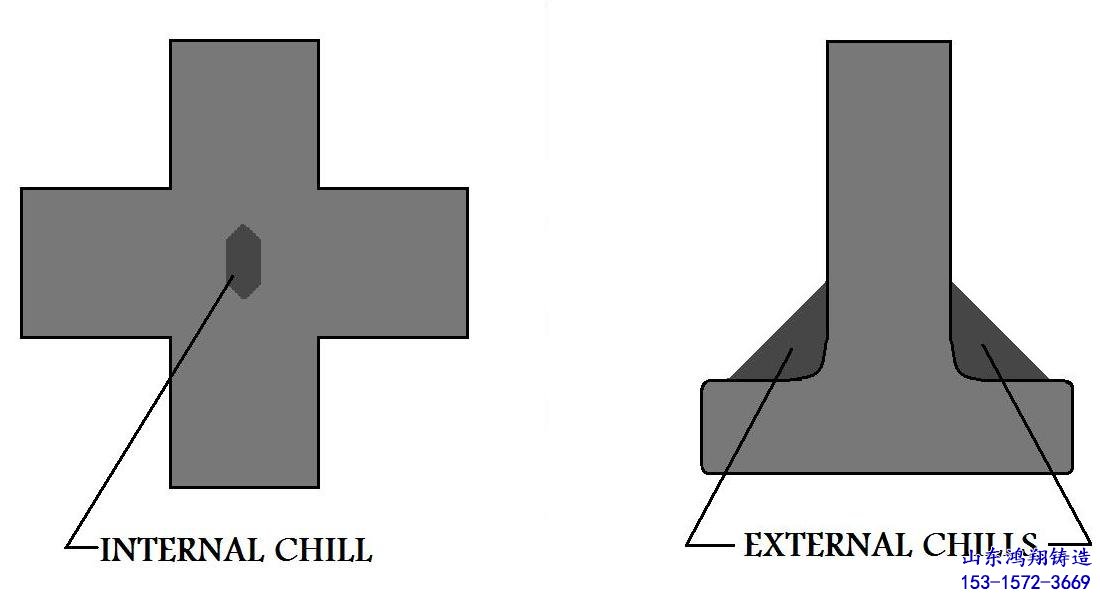
如前面提到的定向凝固是一个部分的过程中在金属铸造过程中的制造非常重要,为了确保铸造的任何区域被从液体材料的流动切断它固化之前。 为了实现在金属铸造中的定向凝固,重要的是要控制的流体的材料的流动和在金属铸件的不同区域的凝固速率。 相对于所述金属铸件的不同部分的固化, 热梯度的调节是关键。有时我们可能会需要以更快的速度固化,以确保定向凝固的金属铸造的面积适当地发生。 生产计划,并在模具内的流动和节位置的设计可能是不够的。 为了加速这样的部分中的铸件的凝固,我们可以采用使用寒战。 寒战充当散热器,增加冷却速率在它们被放置在附近。
寒战是材料的固体几何形状,制造用于此目的。 它们被放置在模腔内部浇注之前。寒战有两种基本类型。 内部寒战都位于所述模腔内部,通常由相同的材料的铸件。当金属凝固内部寒战融合成的金属铸件本身。 外部寒战位于郊外的铸件。 外部寒战由可以从金属铸造比周围的模具材料更快地移除热量的材料制成。 对于外部寒战可能的材料包括铁,铜,石墨等。 图22演示了如何使用这两种类型的畏寒,解决热点问题,A +和T字路口。
图:22
以上由炉排厂家鸿翔铸造,为大家整理收集,希望对您有所帮助!炉排采购电话:15315723669